機器的基(ji)本結構技術說(shuo)明
1、結構概述:
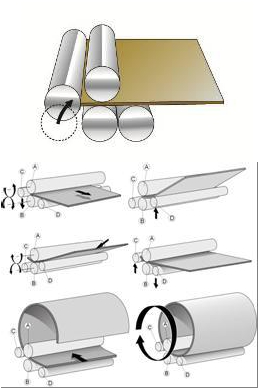
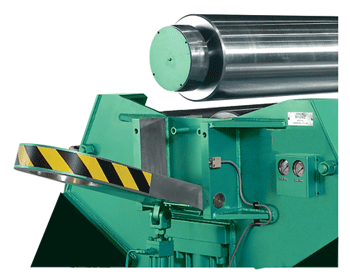
本機為四輥卷板機,上輥位置固定,下輥和側輥可升降移動,工作輥旋(xuan)轉為(wei)液(ye)壓傳(chuan)動,下輥和側輥均由(you)其(qi)兩端並聯(lian)油(you)缸(gang)使其升降運動,上輥卸(xie)料端的翻(fan)轉支(zhi)架(jia)的翻轉、複位(wei),靠油缸進行。各(ge)輥軸承(cheng)體(ti)和油缸均裝於左(zuo)、右(you)兩端的機架內。
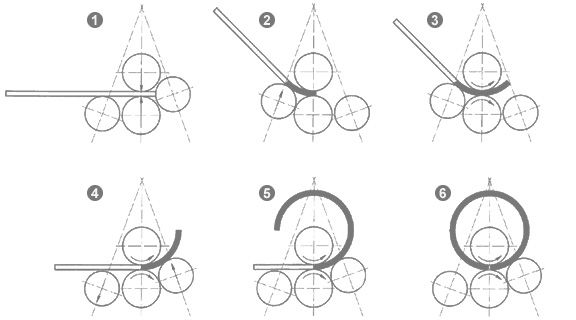
該四輥卷板機與(yu)對稱(cheng)三輥卷板機比較(jiao),它可以(yi)不借(jie)助(zhu)其它設備模具,直接(jie)預(yu)彎板材端部,而(er)且(qie)剩(sheng)餘直邊較小(xiao),與非(fei)對稱式(shi)三(san)輥卷板機比(bi)較,它可以不使(shi)板材調頭(tou),而卷成工件,這(zhe)樣(yang)不僅(jin)提(ti)高了效率,保證(zheng)了工件質量,而且工藝(yi)簡單,操作方便(bian)。
本(ben)四輥卷板機由工作輥(一根上輥、一根下輥、兩根(gen)側輥)、機架(高機架、矮機架、翻倒(dao)支撐(cheng)各一件)、一個(ge)底座(zuo)、液壓傳動裝置、液壓泵站、主機有七隻油缸(四隻側輥移(yi)動缸、兩隻下輥升(sheng)降缸、一隻倒頭缸)、卸料裝置及電磁(ci)閥組(zu)和一套(tao)CNC電控係統組成。
2、主傳動(工作輥旋轉):
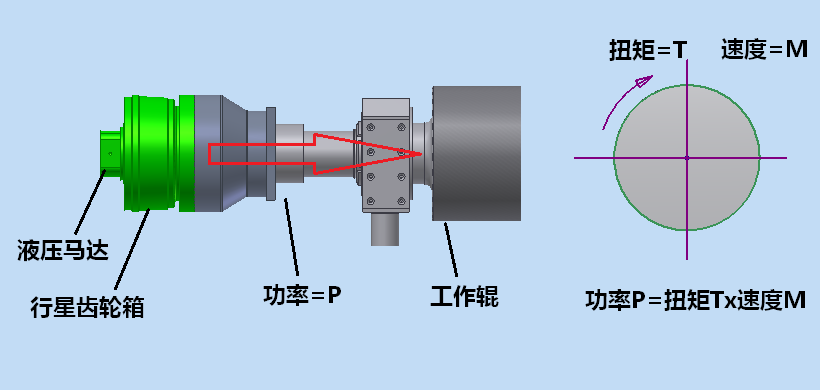
(1)主動輥的驅(qu)動通過液壓泵站驅動液壓傳動裝(zhuang)置(包括行星減速機、液壓馬(ma)達、平衡閥(fa)等)驅動工作輥旋轉,下輥軸(zhou)端裝有旋轉編碼(ma)傳感器,可使輥旋轉準確數字設置定位,控製卷板弧長度定位,上輥位置固(gu)定,卸料時由輔助支撐定位。兩側輥采用輔(fu)助驅動。
下輥升降由兩隻油缸推動平衡杆(gan)升降,兩側輥升降分(fen)別(bie)各由兩隻油缸控製,每(mei)隻油缸均由一隻位移傳感(gan)器監測(ce),並達到兩兩同步(bu),同步精度±0.15。下輥的升降到位量,由壓力繼電器控製,下、側輥的升降位移量均(jun)由CNC控製采用數字(zi)屏幕(mu)顯(xian)示,達到較高的同步精度。全部操縱(zong)采用電氣(qi)集中控製,內(nei)製PLC(可編程序(xu)控製器),操作方(fang)便,屏幕數字顯示(shi)醒(xing)目(mu)直(zhi)觀(guan)。
(2) 上輥倒頭的翻轉、複(fu)位由油缸來執行,從而使卸料更(geng)為方便。
3、主要部件
(1)工作輥:工作輥是機器的主要關鍵(jian)工作部件,工作輥的材質為42CrMo,鍛(duan)件,粗(cu)加(jia)工後調(diao)質處理,硬度為HB240~280。工作輥表(biao)麵堆焊(han),堆(dui)焊材質為高鉻(luo)不鏽鋼,保(bao)護(hu)不鏽(xiu)鋼(gang)圓(yuan)筒(tong)卷製時(shi)不受(shou)汙(wu)染(ran),堆焊後的硬度HRC45~50,堆焊層厚5㎜。
工作輥加工工藝過程為:鍛造→鍛後(hou)熱(re)處(chu)理→粗車→調質→精車(che)→表麵淬(cui)火處理→精磨
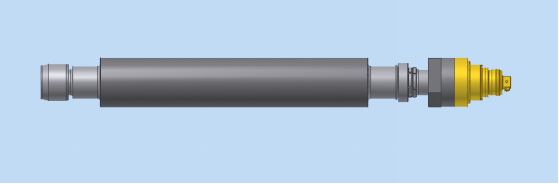
上輥示意(yi)圖(tu)
工作輥經過嚴(yan)格(ge)的檢驗後,並向(xiang)用戶提供材質檢(jian)驗報告(gao)、熱處理檢驗報(bao)告、探(tan)傷(shang)檢驗報告等(deng)!
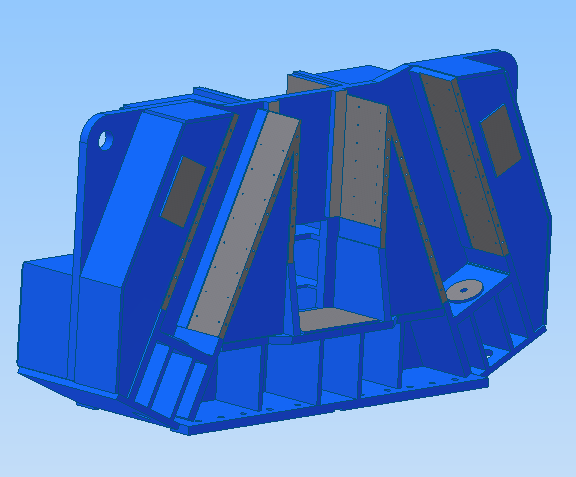
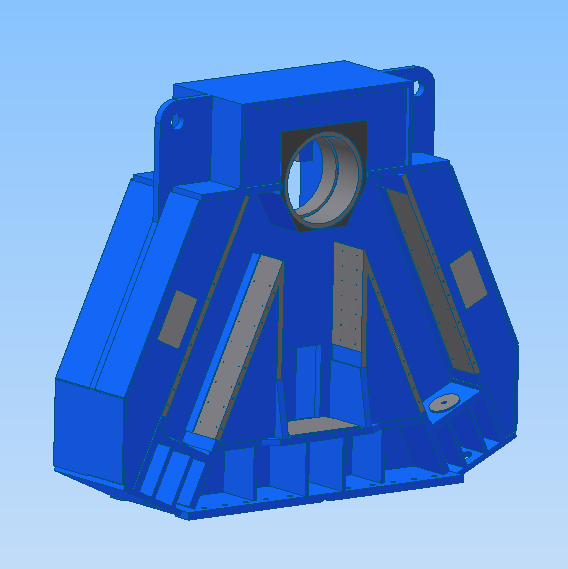
(2)機架:分高矮(ai)機架各一件,為卷板機主體,采用鋼板焊接後去(qu)除(chu)焊接應力精加工而成,機架中部加工有下輥軸承升降滑(hua)道(dao),機架內兩側裝有側輥軸承座,且側輥軸承座與側輥油缸相鉸接,作升降移動(軌跡(ji)為圓)。機架連(lian)同(tong)油缸、工作輥等安裝於整(zheng)體焊接底(di)座上。
采用整體焊接結構,焊縫經過(guo)了嚴格的檢驗,焊後熱時效退火(huo)處理,消除內應(ying)力。機架是機器的主(zhu)要受力構件,在設計(ji)有足夠(gou)的強度和剛(gang)度的同時又(you)根據貴(gui)廠的工藝特點(dian)作了(le)更進一步的加強,保證卷板需要。焊接結構(gou)的機架由數控機床加工以保證其精度。
機架加工過程:鋼板拋丸(wan)處理→數控切(qie)割(ge)下料→各板狀零件加工坡口(kou)→焊接→整體退(tui)火→數控鏜(tang)加工。
(3)卸料裝置:裝於上輥傳動一側下拉(la)係構成,用於卸料時平衡上輥。
(4)翻倒機構:裝於倒頭側用於倒頭的翻轉及(ji)恢複,由倒頭油缸來(lai)執(zhi)行。
(5)槽(cao)鋼底座:由槽鋼與鋼板焊接,並去處焊接應力後加工而成。將機架、油缸及閥組等都安裝在其上麵(mian),從(cong)而形成一個整體。
(6)液壓係統:由液壓泵站(zhan)、通道塊、節流(liu)閥、液控單(dan)向閥、電磁換向閥、油缸、液壓傳動裝置和管路(lu)等組成。
液壓係統(tong)由專業生產廠家全套提供,該係統和油缸均按(an)額(e)定壓力25Mpa進行設計,而實(shi)際(ji)使用的是16Mpa左右,除安(an)全係數外(wai)還有較大的富餘量,外加上其密(mi)封(feng)圈(quan)采用進口產品,因而可保證液壓係統和油缸無漏油現象。
液壓係統由高壓泵(beng)、閥組、流體連接件、液壓輔件等組成。
係統由三種回(hui)路組成,超(chao)壓保護及壓力調節(jie)回路、同步回路、速度回路組成。
該係統設計合理可靠,選(xuan)用有(you)質量(liang)保證的液壓元器件,主要液壓閥件、液壓輔件均選用國(guo)內著(zhu)名(ming)優質品牌產品。管(guan)路布(bu)置合理、簡(jian)潔、美(mei)觀、維護調試(shi)方便。
整個液壓係統在正常工作狀況(kuang)下沒有任何泄露(lu),兩側輥和下輥升降的同步精度高。
a、液壓係統各輸入、輸出(chu)口均設置有相應的檢測點,便於維(wei)修(xiu)、故(gu)障(zhang)檢查(cha)、油泵采用下置式,正壓吸(xi)油。同時過濾器、液位計、液溫(wen)計、均帶(dai)發(fa)訊(xun)裝置,能自動報警故障提示。另(ling)液壓站獨立(li)於機座之外,維(wei)修、維護方便;又遠(yuan)離(li)了熱源。
b、係統製作嚴格按國標、行標(biao)執行,管曲半(ban)徑合理,且不小於90°,圓滑過渡,合理布置減震(zhen)動管夾,有效地(di)避免了衝擊、震(zhen)動。確保液壓管路沒(mei)有衝(chong)擊、震(zhen)動。
c、係統設計充(chong)分考(kao)慮高效節能、減少(shao)功率浪(lang)費,減少發熱源。
d、係統製作嚴格執行國家標準(zhun),適當(dang)的聯接點采用專(zhuan)用密封膠(jiao)。杜絕滲(shen)漏(lou)現象。
e、為確(que)保液壓係統的製造質量,該係統由液壓專業(ye)的生(sheng)產廠(chang)家按國家(jia)GB/T3766-2001《 液壓係統通用技(ji)術條(tiao)件》製作。
(7)液壓傳動裝置:液壓傳動裝置由低(di)速大扭(niu)矩(ju)油馬達、行星(xing)減速機、平衡閥等組成。
(8)電氣係統:采用380V 50HZ三相(xiang)交(jiao)流電源,主電路采用三相交流380V電,NC控製輸入電路采用24V直流電,控製輸(shu)出回路采用220V交流電。一台油泵電機驅動一套液壓泵站,使工作輥旋轉,側輥、下輥,倒頭作升降運動,設有短(duan)路過熱保護。本機控製電器(包括PLC)全部安裝在一個操縱箱(xiang)內,采用數字屏幕顯示,醒目直觀、操作方便。
4、微控係統
(1)開機畫(hua)麵
(2)自動畫麵

(3)手動畫麵

在手(shou)動狀態(tai)下,點擊“單獨升降”,再點擊AG,操作搖(yao)杆A,實現A輥固定側升降。點擊“慢馬達”,操作搖杆R,實現馬達慢(man)速運轉,關(guan)閉後,實現馬達快(kuai)速運轉。“傾斜(xie)”用與卷製椎(chui)體。
(4)觸(chu)摸(mo)屏(ping)畫麵
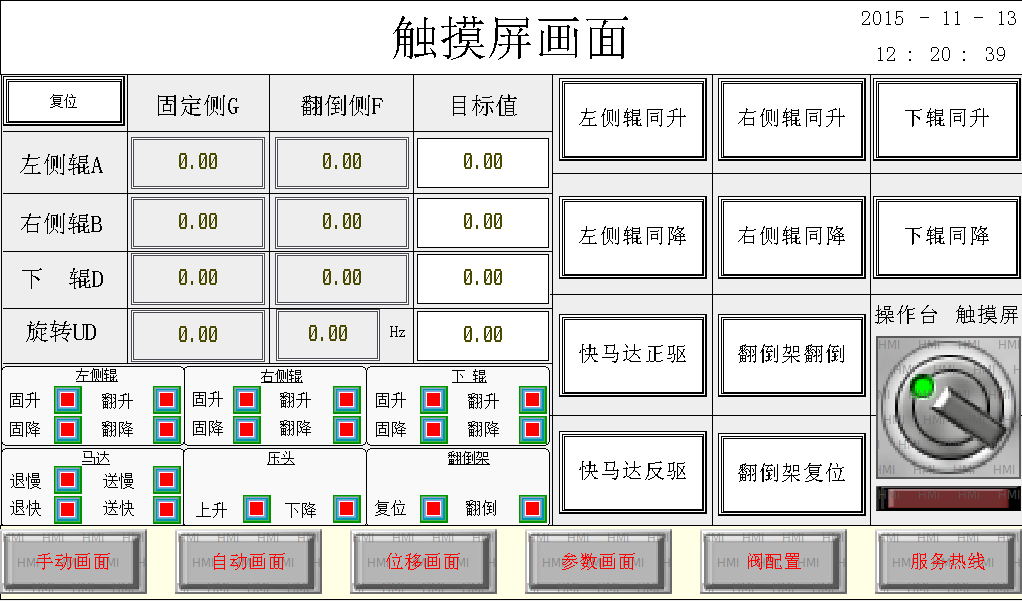
將旋鈕撥(bo)向觸摸屏,可以實現觸摸屏操作設備,此(ci)時操作台(tai)上的按鈕(niu)無(wu)作用。此功能對於快馬達正驅、反(fan)驅不起作用。
(5)位移畫麵

MM/PPR通(tong)常(chang)設定為25000,可以微(wei)調,此參(can)數設定請(qing)遵(zun)照1:1原(yuan)則,即(ji)油缸行程與參數顯示的距(ju)離保持一致(zhi)。.“清零”用於在最低點清(qing)零,找(zhao)基準點。
(6)平衡畫麵

1、複位調試用於複位開關異常的情況下使用。
2、異步-同步與開環-閉(bi)環用於輥子的平衡(heng),可以單獨(du)使用,可以同時使用。
3、鬆(song)開(kai)-夾緊(jin),夾緊(jin)狀態用於在設定板厚T的情(qing)況下,保護板材不被(bei)壓的變(bian)形,起(qi)到保護作用;自動卷製時,必(bi)須(xu)打(da)開此按鈕。
4、右進料-左進料,用於設備進料方向的選擇,切換(huan)後,請將(jiang)設備的馬達換向閥交換,旋轉編碼器的A/B相交換。
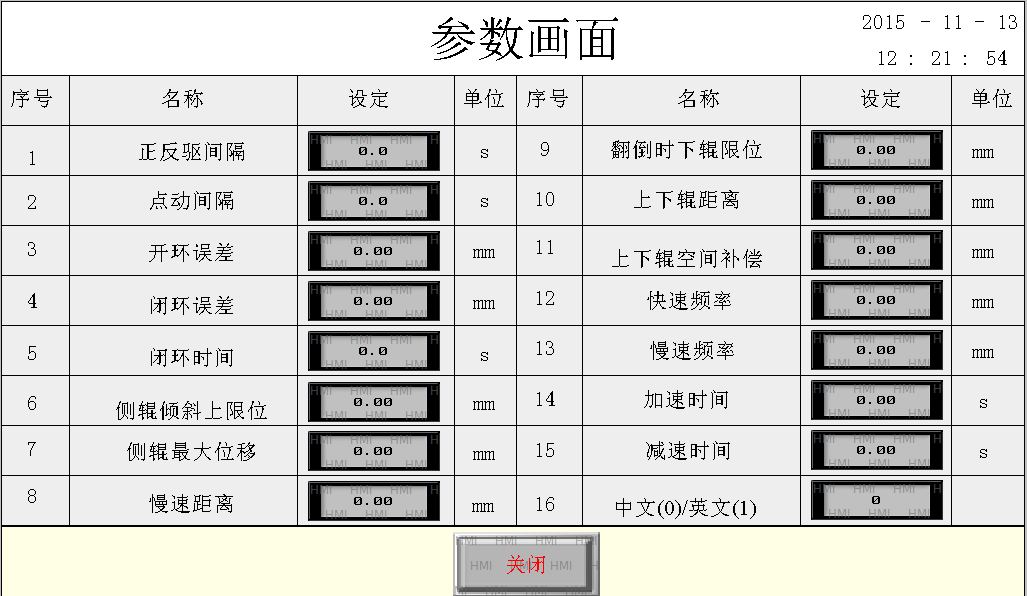
(7)參數畫麵
(8)自由輪廓(kuo)

0.00表示設備當前(qian)步與前一步保持一樣,輥子(zi)不運動;如(ru)果要選擇(ze)輥子回到0位,請將對應的輥子參數設定為2。共(gong)計80個動作,完成卷製產品,任意設定。
(9)圓
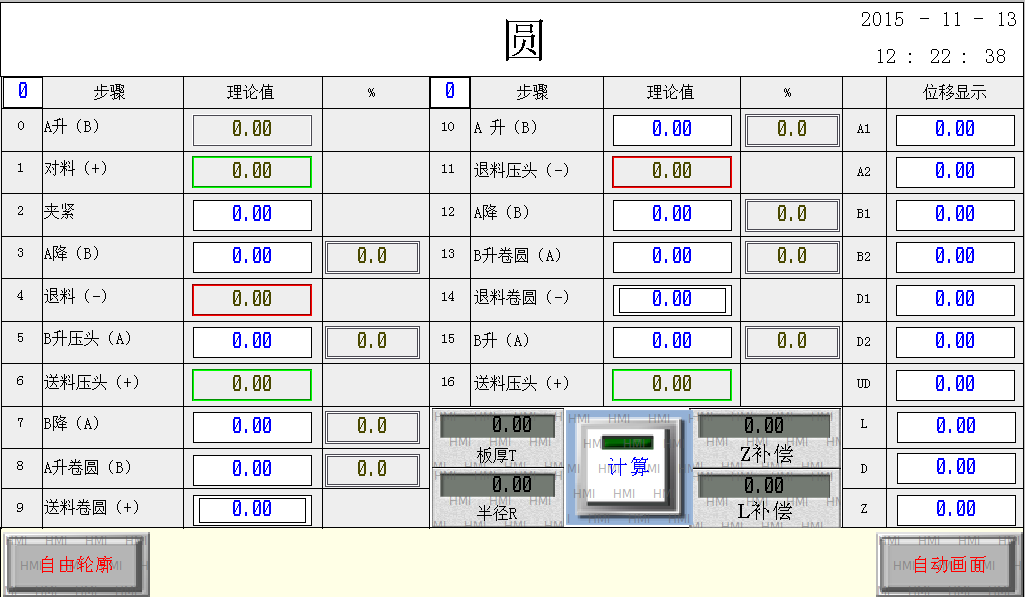
此卷製工藝,需(xu)保密!!!
具體操作有設備廠商的培(pei)訓(xun)人(ren)員(yuan)現場(chang)指導(dao)!!!
1、紅框(kuang)設定為負值;綠(lv)框設定為正值(zhi);白(bai)底藍(lan)字為顯示的值,
2、請設定板厚(hou)T,半徑(jing)R,壓頭長度的設定(壓頭長度通常設定為100-300mm),點擊(ji)“計算(suan)”,完成工藝參數的設定;
3、返(fan)回到自動畫麵,點擊啟(qi)動,完成自動卷製。
4、通過%來修正具體的參數,
(10)弧
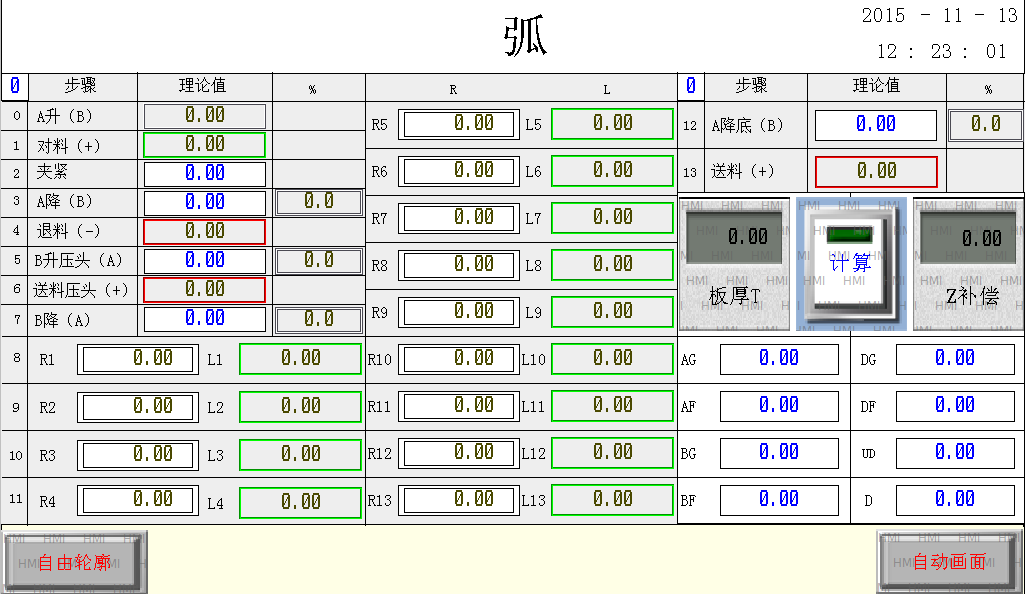
同圓卷製一樣。
(11)數據(ju)監(jian)控

十二、配方
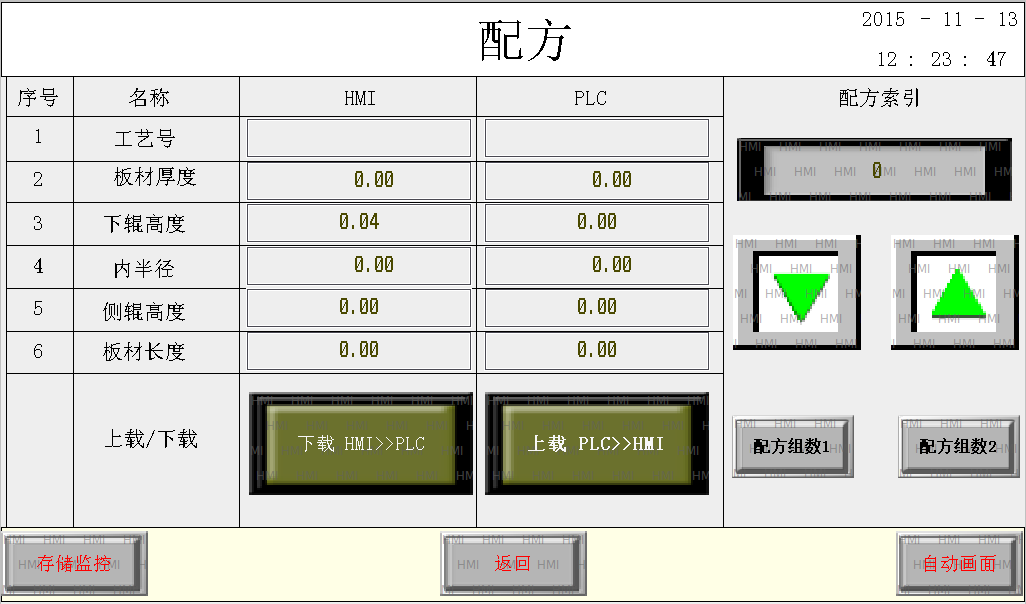
1、下載(zai)用於將數據庫裏的參數下載到控製器裏(li),用於卷製。
2、上載用於將控製器裏的參數存(cun)儲到數據庫(ku)裏,用於存儲。
3、配方索引(yin)用於顯示工藝號(hao),
4、1-6用於命(ming)名工藝參數,上下箭(jian)頭用於翻頁配方索(suo)引。
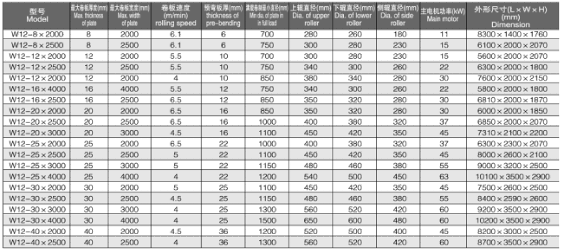
技術參數